加工定制是
品牌广智
型号GZMC-HP
操作方式连续式
适用物料多种可用
应用领域木材干燥
传热面积/(m2)
转速2950
功率12KW
广东广智节能科技有限公司是一家制造空气能热泵烘干机、热泵一体烘干机、定制烘干房、烘干箱等多系列热泵烘干设备,以及研发空气能热泵智能控制技术的科技创新型企业。 公司从事烘干行业空气能热泵热水设备数年,工厂位于广东省佛山市狮山镇小塘工业区内,由多名热泵行业的研发和从事热泵行业10年以上的骨干成员组成,具有完善的生产设备和大型的办工场地,模拟焓差实验室,公司拥有自己的蒸发器和冷凝器的生产工厂,年生产能力50000套以上,目前员工总人数46人,是热泵烘干设备和热泵热水设备的制造商,在行业内树立了良好的口碑,赢得了用户的广泛赞誉与认可。 公司在成立之初已与国际谷轮压缩机、露宫电子膨胀阀、力华风机等主要配件供应商建立了战略合作伙伴关系,拥有多个行业成熟的生产方案及案例,而且该生产方案已经在市场上广泛的应用。
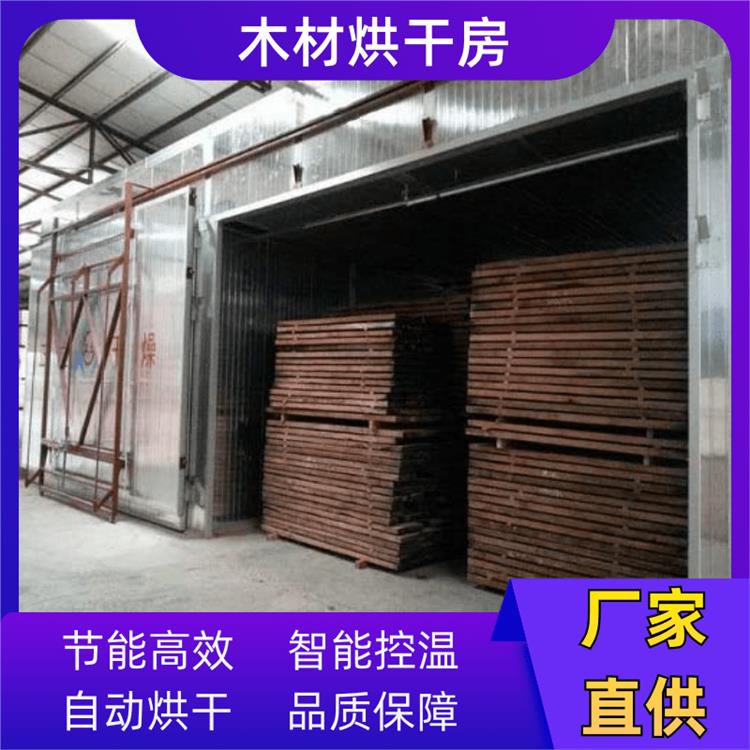
木材烘干机还配置自动在线测温,测湿装置,自动化程度大大提高,能确保木材烘后品质。木材烘干机包括干燥箱、定时排粮机构、输送搅龙、提升器、卸粮装置、吸引风机、清粮机构和传动机构等。木材烘干机不仅涉及到新技术的发展和新的应用领域,而且注重传统技术和传统应用领域的创新与创新。可见滚木材烘干机是我国干燥设备做大做强的必由之路。木材烘干机经过技术竞争,走强结合,优胜劣汰之路,培育出行业型,可能在眼前。

广智节能科技主要从事木材的生产加工。原先采用燃烧木材方式,存在火灾隐患、环境污染、人工成本高、烘干效果差等缺陷,而空气源热泵烘干系统具有、省人工、节能、环保、卫生、烘干品质好、维护操作简单等优点,十分符合产品的烘干需求。
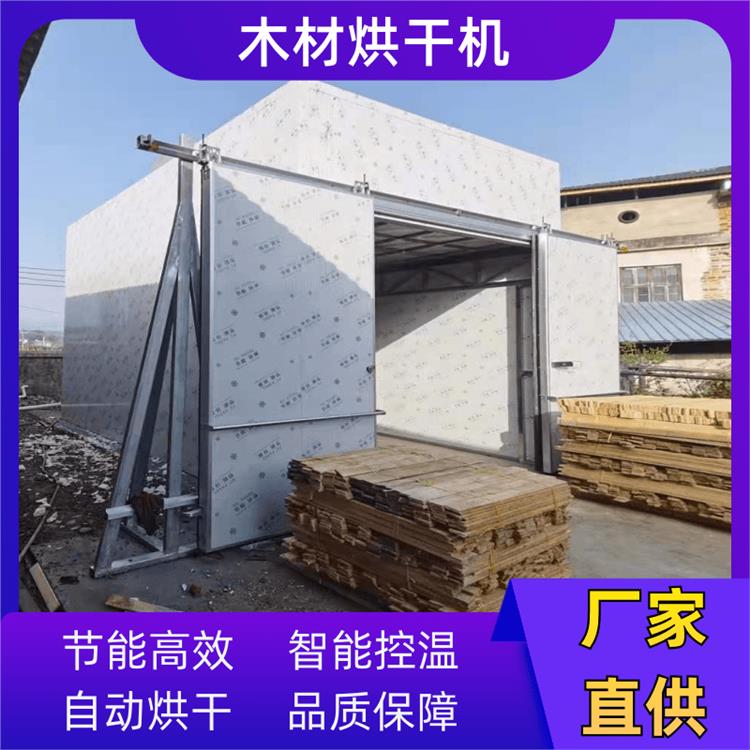
根据客户要求,设计每炉有效装载量为25m3木材,烘干房规格为6.9米(长)×5.7米(宽)×3.4米(高),烘干房采用100mm厚的聚氨酯发泡板制作,设计每炉的烘干时间96小时,设计烤房烘干温度为70℃。烤房内木材采用多层间隔摆放方式,每10根一捆,每捆木材之间水平间隔约10厘米,上下间隔约7厘米,设计6堆木材,烤房总共可装载约25m3(多可达40m3)木材。本方案选用三台高温热泵热风烘干机,单台额定制热量为25kW,两台额定风量为1000m3/h的排湿热回收器。
设计参数
根据甲方提供资料,木材烘干前含水率约50%,烘干后含水率约13%。木材密度按600kg/m3计算,木材总重量15000kg,烘干一炉木材,需要脱水约6379kg。
表1:木材烘干设计参数
热泵烘干系统,排湿热回收
选择3台高温热泵热风烘干机。单台额定制热量25kW,在设计工况环境温度20℃时,制热量修正系数为1,单台制热量25kW,三台设备总制热量75kW,可以满足制热量要求。
排湿热回收器(含排湿风机)
由于排湿空气温度较高,本系统增加排湿热回收装置,将排湿空气部分热量(约55%)进行回收,用于预热进入烤房新风,以达到更加节能目的。
湿物料烘干过程中,物料表面水分蒸发,以气体的形式散发在室内烘干环境中,为了使物料表面水分更好的蒸发,室内环境中的湿空气则通过排湿风机强行排走。考虑满足不同工艺需求,选择2台排湿热回收器(内置排湿风机及热回收换热器),单台风机风量为1000m3/h,可满足要求。热回收效率约60%,2台热回收器,回收热量约16kW。
室内循环风机
由于烤房内空间较大,为了使室内湿物料表面蒸发出来的水分能迅速被带走,需要增加辅材循环风机,提高室内风速,到达设计要求。热泵机组本身循环风量足够,不需要额外增加循环风机,可满足要求。
系统安装烘干房采用100mm厚的聚氨酯发泡板制作;烘烤房库门采用2个双开门,双开门底边要带拖地胶;风道隔板用铝扣板制作,采用吊杆、龙骨固定;排湿废热回收器的排湿风管采用镀锌板制作,用15mm厚的保温棉作保温处理。室内机支架采用10#槽钢根据现场情况制作;室外机基础采用200mm厚的混凝土制作(或采用10#槽钢),排湿热回收器支架采用L40角钢制作,刷防锈漆处理。室外机循环风机采用正反转风机,可定时自动切换气流方向,使烘干更均匀。运行费用约93元/m3排湿热回收效率0.6,所以实际烘干需要总热量Q=Q1 +0.4Q2 + Q3 + Q4=5237 kW.h。设计工况下,烘干系统的综合能效比为2.3。则:实际系统消耗的电能为:5237kW?h÷2.3=2277 kW?h,按照平均电费0.85元/ kW?h,则烘干25m3的木材的运行费用为:2277kW?h×0.85元/ kW?h=1935元,平均每立方木材的运行费用约为:1935元÷25=77元,考虑1.2系数,运行费用约93元。此运行费用是按环境温度20℃,相对湿度60%工况计算,实际运行费用会随环境温度、相对湿度变化而变化,环境温度越高、湿度越低,运行费用越低。客户高度**项目从15年5月份开始投入使用,一炉可烘干木材40立方,烘干时间5~7天,烘干后成品含水率、变形度等指标均达到相关标准及客户要求,而且比传统锅炉方式完全避免了火灾隐患、大大降低操作人员劳动强度、烘烤品质好、效率更高、无污染,得到客户及当地主管部门的高度评价。

木材烘干机的特点
1. 热风在烘干箱内封闭循环 , 热效率高 , 节约能源 .
2. 强制循环 , 使烘干箱内上下温差小 .
3. 特的可调式分风板 , 保证均无干燥 .
4. 烘干箱风温度自控 , 湿度自控 , 保证烘干所需合适的温湿度 ( 含有自动加热 , 自动排潮系统 , 自动循环风系统 ).
5. 烘干时间自动控制 , 真正实现自动化管理 .
6. 烘干迅速 , 是一种代替传统烘干机的更节能蔬菜烘干设备
7. 采用 35-65 度相对低温烘干 , 烘干后的蘑菇、黄瓜片、豆角等 多种蔬菜品质高 , 不破裂 , 色泽好 , 营养元素好 , 复水性好 .
8. 该机噪声小 , 运行平稳 , 运行费用低
9. 内胆 , 加热系统 , 循环系统均用不锈钢材质 , 防腐蚀 , 耐温防湿 .
10. 本机还有超温自动断电功能 . 是广大烘干户的选择。

木材烘干机的使用细节要注意
检查正常后,炉缸渣填放一对床料层厚度的300ram木材烘干机,煤泥含量和渣中加入煤粉,再启动风机吹它,然后检查渣层厚度不应超过250ram,床料混合均匀、光滑;炉膛尺寸添加柴火预热炉和加热的基材,基材层有足够的火,轻轻地把未燃尽的木炭、木钩,红炭火烤的平层,散落在炉膛内的每一个角落,不翻渣;
木材烘干机细粒煤在炭化均匀分布,将启动风机,风机启动,压力升到3500p刻,然后关闭油门,使木炭、砂、煤三均匀,然后慢慢地打开门,风之使渣略跳跃的大小,使炉料均匀爬行,并不断搅拌,巴楚、焦炭、电荷燃烧成橙色,增加节气门开度、沸腾燃烧;点火应基于加烟煤和炉渣表面被均匀地点燃,火更旺,可以喂少量的烟煤。煤的供应量随着火的增加逐渐增加,相应地逐渐增加了通风量。在升温过程中,应以“快”为前提,一旦升温到一定程度,可增加送煤量,通风时,温度逐渐升高。

空气能热泵木材烘干机产品特点:
木材烘干机处理能力大,燃料消耗少,干燥成本低。木材烘干机具有耐高温的特点,能够使用高温热风对物料进行快速干燥。可扩展能力强,设计考虑了生产余量,即使产量小幅度增加,也无需更换设备。设备采用调心式拖轮结构,拖轮与滚圈的配合好,大大降低了磨损及动力消耗。设计的挡轮结构,大大降低了由于设备倾斜工作所带来的水平推力。抗过载能力强,筒体运行平稳,可靠性高。

木材干燥有通常有两种方法,一是自然风干,二是人工烘干。自然风干是指把木材堆积在空旷场地上或棚舍内,利用大气作传热传湿介质和太阳辐射的能量进行对流换热排除木材中水分,达到干燥目的,由于受到自然条件的限制,这种方法干燥时间长,占用大面积场地,干燥后含水率高、容易弯曲变形、容易受到菌虫危害、霉变等,人工成本也高。人工烘干有人工窑干、干燥、高频干燥、微波干燥等,但人工烘干木材过程中,木材干燥的能耗占木材加工总能耗的40-70%,且干燥过程能量利用率偏低,通常仅在30-40%之间;此外,干燥过程产生烟尘、二氧化碳、二氧化硫,还有少量造成大气温室效应物质,形成酸雨和臭氧破坏的主要因素,从而造成环境污染。随着进步发展,在近20年来开展的各种环保节能的干燥技术中,热泵干燥属于环保节能效果较好的干燥技术。我司针对上述问题,并经过的市场调研,研发出针对木材干燥的环保节能空气能热泵木材烘干机,可缩短干燥时间、保证干燥质量、降低干燥成本,占地面积小,有利于生产。

木材烘干机在中国的木材资源的浪费,主要是由于湿料没有烘干或处理不当,造成木材甚至失去使用价值。主要目的是提高木材干燥性能,提高木材利用率。在时间为木材干燥是能量消耗的过程相同,所以在产品的质量方面还是从经济效益的角度来看,干燥操作是在重要的木制品生产的关键环节,创新干燥设备的干燥过程影响显著。所以我公司经过多年的实验,由干燥不开裂,不变形,干燥时间短的特点,主要产品:木材真空干燥设备,木材真空干燥设备,木材真空干燥设备,木材真空干燥机,真空干燥设备,红木的木材真空干燥设备,真空干燥机,真空干燥红木红木红木紫檀木机、烘干设备、干燥设备。

木材烘干一体机特价、热风循环木材干燥箱技术成熟、木材烘干机烘烤工艺方案
1、采用宏景热泵木材烘干机进行烘干时,应该行预热处理,且不设定速度。主要步骤如下:开启电系统,关闭所有排湿设备。温度设定在20℃-45℃之间。注意:温度上升不能太快。
2、接着进行调湿处理,前期所产生的表面涨应力,防止表裂,或中、后期干燥所产生的表面硬化,以防止后期发生内裂。排湿是根据木材烘房内空气湿度进行的,当预热完成后,温度在55度以上即可进行排湿,每次排湿20-30分钟。排湿后温度会下降一些,然后再逐步上升。这个阶段要值得注意的是,温度上升不能超过70度,否则会出现表裂。时间控制在3-7天,根据具体的木材种类和厚度来定。
3、其次进行正常烘干,当温度升高到60℃-75℃时木材基本已经烘干完成了,焖4-8小时后取样检查,合格缓慢降低烘房温度,直至木材温度降至环境温度后即可出木材烘房。
http://guangzhi888.com